
Source:中科煜宸 Author:中科煜宸 Time:2023-06-28 09:23:11 Click:0
涡轮是航空发动机中热负荷和机械负荷最大的部件,涡轮叶片的工作环境尤为恶劣,其制造技术也被列为现代航空发动机的关键技术。
气膜冷却是一种有效的降温手段。冷却孔的孔径一般在0.2~1.25mm,单个叶片上分布着几十到几百个这样的微孔群。燃烧室甚至有高达数万个这样的冷却微孔。
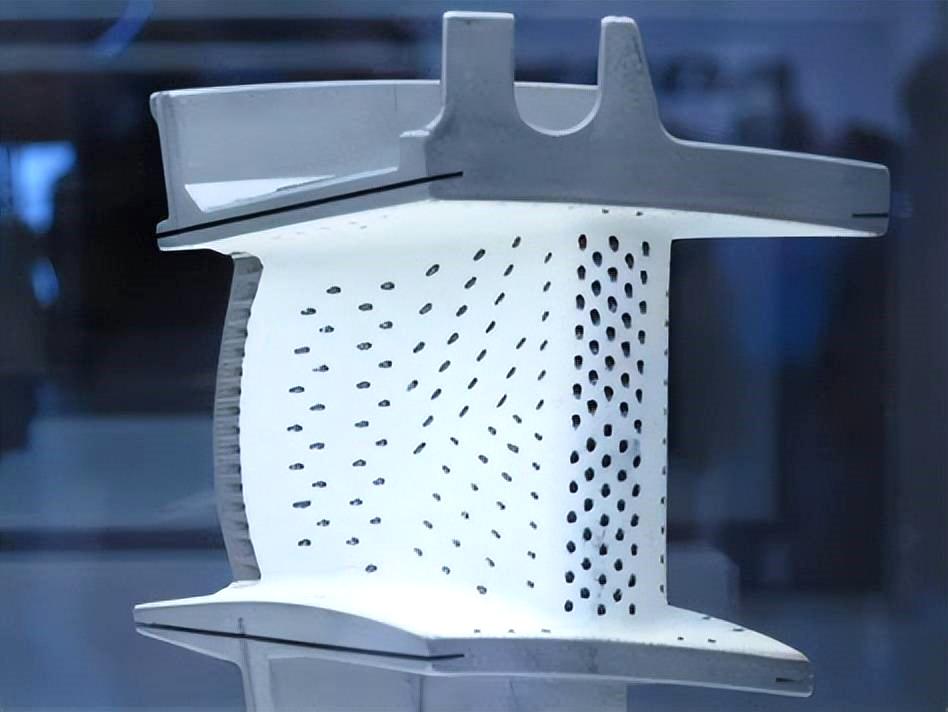
带涂层的涡轮叶片
涡轮叶片的基体材料广泛采用铸造高温合金,同时气膜孔的大深径比、陶瓷涂层不导电的特性,使得传统的CNC和电火花打孔加工工艺难以满足先进气膜冷却结构的加工需求。
中科煜宸采用水导激光加工气膜孔并进行结果观察:
加工材料与工艺要求
材料牌号:镍基合金+热障涂层
材料规格:150mmx50mmx3mm
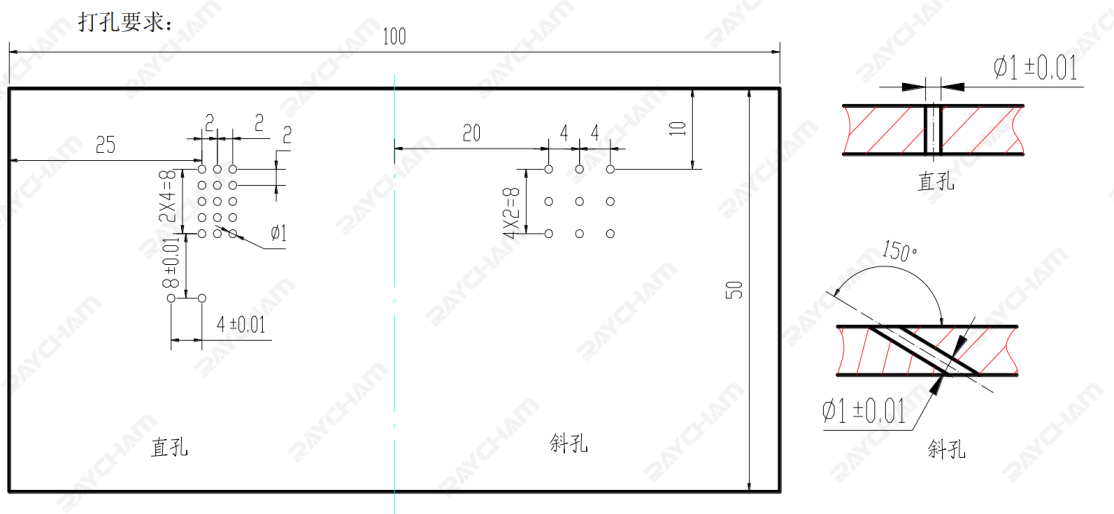
加工工艺要求
直孔:共计 17 个,其中 4±0.01mm 尺寸为测试机床精度,按 0.01mm 要求控制,其余位置精度不做严格控制。孔径均按 1±0.01mm 控制。
斜孔:共计 9 个,孔径均按 1±0.01mm 控制。斜度及方向按上图要求。
加工结果
∅1孔径尺寸可以满足客户要求,1.01mm针规止,0.99mm针规通。
使用CCD相机观察孔口形貌:孔口无熔渣堆积、无崩边,孔壁无微裂纹;入口端和出口端孔径基本一致,沿孔轴线方向无锥度产生。热影响区深度可以有效控制在3㎛。
按照相同参数切边,测量表面粗糙度为Ra0.9。
4±0.01mm、8±0.01mm 线性尺寸实际测量值为4.002mm、7.996mm,均满足客户要求。
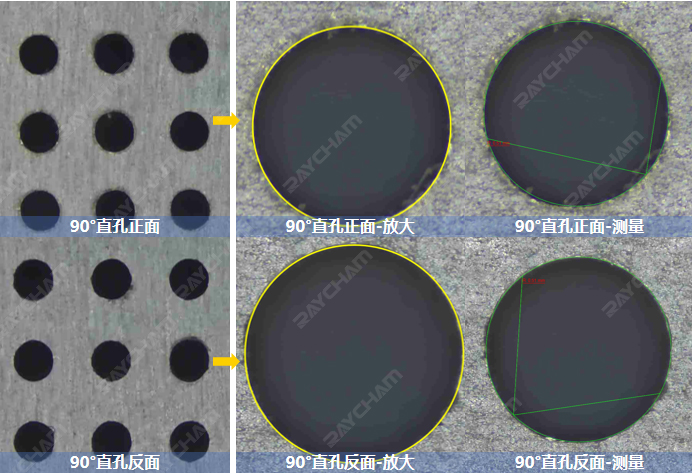
90°直孔-无涂层镍基高温合金加工结果观察
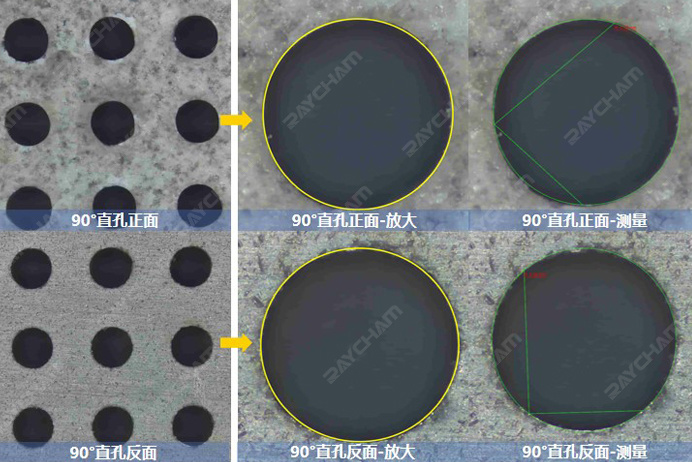
90°直孔-带涂层镍基高温合金加工结果观察
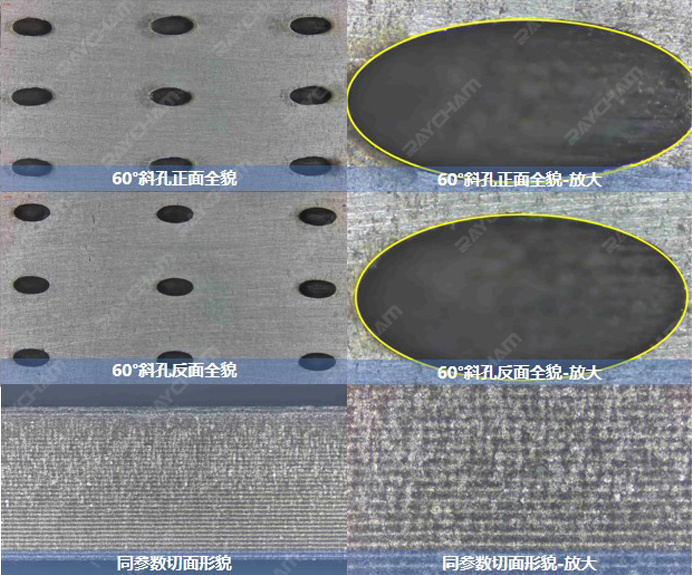
60°斜孔-无涂层镍基高温合金加工结果观察
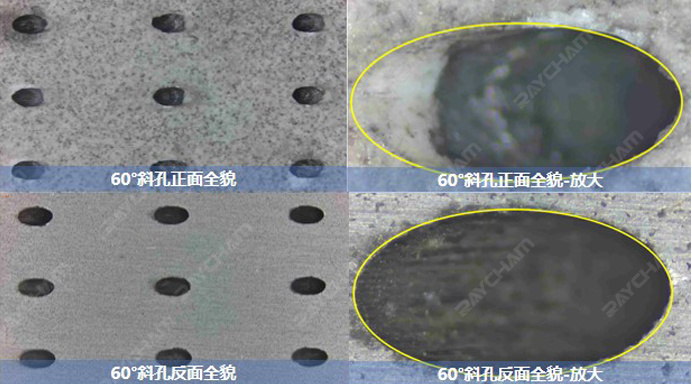
60°斜孔-带涂层镍基高温合金加工结果观察
气膜孔的加工精度及质量决定了涡轮叶片的可靠性,进而影响着航空发动机整机的安全性。
综上表明,中科煜宸水导激光加工技术具有高精度、高质量及高效率等方面优势,可完美应用于航空发动机热端部件气膜冷却孔、表面结构等的打孔加工。
Next Article:中科煜宸水导激光技术助力航空7075铝板加工

















